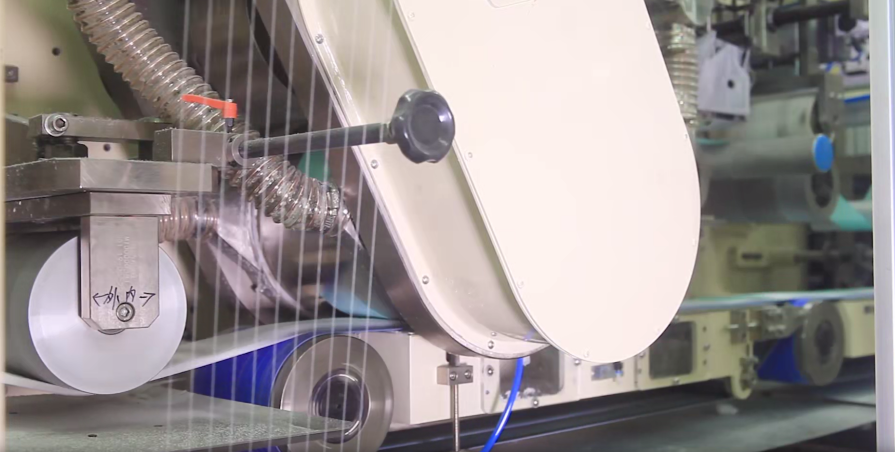
干爽网面卫生巾设备加工误差是反映工件质量的重要依据。一旦误差超出误差允许范围,工件将不再具有使用价值,这不仅造成了经济损失,而且浪费了人员的宝贵时间。然而,为了有效地避免或减少误差,我们应该找出误差的具体原因,并采取有针对性的解决方案进行解决。为了提高工件的加工质量,本文还主要对误差的原因进行了分析和探讨,并提出了一些解决方案,供人员参考。
几何误差。
不同的加工方的加工误差因加工方法不同而不同。在干爽网面卫生巾设备加工内孔和外圆的时候,主轴径向回转误差通产还能引起工件的圆柱度和圆度误差,不过一般情况下是对加工工件的端面不会产生影响的。虽然对加工端面的平面度和垂直度有着至关重要的影响,但主轴轴向回转误差通常对加工内孔和外圆的影响不大。
定位基准中的工具、夹具和误差。
根据基本尺寸,夹具上的定位元件不能绝对准确地制造,其实际尺寸(或位置)允许在单独规定的公差范围内发生变化。但是如果定位误差变动超出了公差允许的范围,就会引起工件和夹具存在间隙,并且在干爽网面卫生巾机械加工过程中产生较大的位置变动量,从而导致干爽网面卫生巾机器加工零件产生误差。
受力变形产生的工艺系统误差。
干爽网面卫生巾设备加工过程中由于工艺系统受力变形产生的误差主要由工件刚度、刀具刚度以及机床部件刚度三方面因素所决定的。各种零件的刚度对机械零件的加工误差也有一定的影响,因为它内部有许多复杂的零件。
误差直接减少或消除。
提高机床、夹具、量具和工具在工件加工中使用的精度,控制工艺系统等。为了提高加工精度,在确定加工误差的主要因素后,应根据具体情况执行该法律。对于精密零件的加工,应尽量提高所使用的精度,并对加工过程中的变形进行控制,对于低刚度零件的加工,主要是为了降低工件的受力变形,对于成形零件的加工,主要是为了降低成形工具的形状误差和道具的安装误差。
误差法的补偿或抵消。
误差补偿法,是为了抵消原工艺系统中的原始误差而造成的一种新的误差。误差抵消法是利用一个原始的误差来抵消另一个误差,尽量使两者相等,反向。这两种方法没有本质区别,在生产中统称为误差补偿。
误差转移法。
在一定条件下,工艺系统的原有误差可以转移到非重要的方向,而不会影响加工精度或误差。通过这种方式,可以获得更高的加工精度,而不会减少原来的误差。可以使用一般精度的干爽网面卫生巾设备,通过误差转移的方法进行加工。
总之,误差过大不仅可以影响工件的加工精度及质量,通常也造成工件的报废,但对于干爽网面卫生巾设备加工而言,误差是难以避免的。因此,为了有效地控制误差,必须找出误差的具体原因,并根据不同的原因制定不同的解决方案。




评论(0)
您登录后可以评论,
登 录