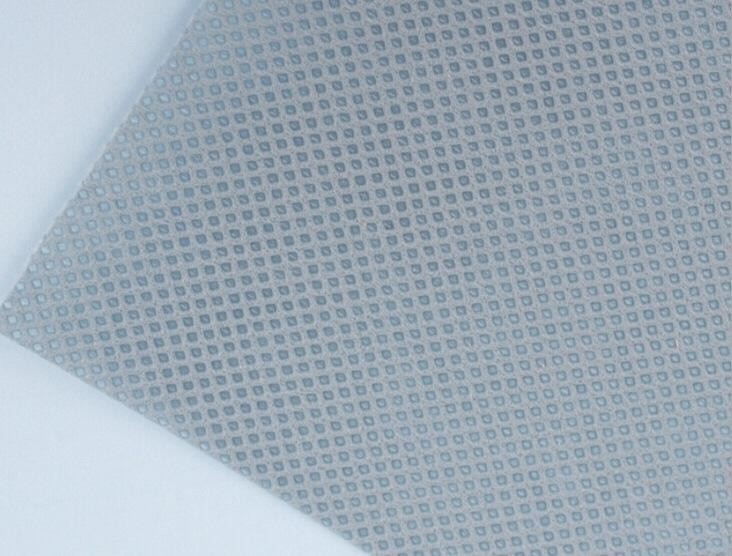
近年来,随着中国基础设施的快速发展,纺粘无纺布也有巨大的需求。目前,它仍然占据着中国大部分的市场份额,前景广阔,但在具体生产中仍存在一些技术滞后和产品质量缺陷的问题。本文介绍了如何优化纺粘非织造布生产线的电气控制。
为了保证纺粘无纺布的单纤维强度指标,需要准确控制切片PET的干燥温度、结晶温度、熔融温度等。选择PLC集成温度模块实时采集温度,PLC输出模块输出高频脉冲控制固态继电器,达到精确温度控制的目的,可以大大延长电气元件的使用寿命,避免温度严重滞后,温度稳定性和精准性也显著提高,温度偏差控制在±0.1℃。
纤维牵伸是生产纺粘无纺布的重要环节,直接影响涤纶长丝的断裂强度、断裂伸长率和收缩率。涤纶长丝是气流牵伸,因此对气压的精确控制决定了牵伸的好坏。采集实时气压信号送进PLC,通过PLC编程PID自动调节,输出模拟量信号控制气动薄膜阀,控制压力在5 bar以上,准确有效地完成了气压控制。控制精度小于±1%,产品质量大大提高。
目前,生产纺粘无纺布的关键困难在于顺利喂入增强材料,这需要控制每个辊之间的速度,从而达到控制张力的目的,降低断丝率。选用喂入部分为多套伺服控制导纱辊,控制硬件主要包括:可编程式逻辑控制器(PLC)、伺服驱动器和伺服电机组成,不需要传感器,有效避免了系统的严重滞后。此外,应用专用软件设置伺服电机的加减速时间、转矩曲线等一系列参数,优化了参数伺服驱动器的相关参数。通过对伺服电机转矩的实时调整,对辊之间的速度进行了准确的控制,使纱线均匀稳定,纤维平均张力为60-66cN,最终解决了断线的关键难题。
考虑到经济、控制精度等方面,选择步进电机实现位置的精确控制。为了提高纺粘无纺布生产线的市场竞争力,我们不能盲目追求高精度、高稳定性的控制,还需要考虑经济因素和实用性。
更好的控制系统通信可以快速、准确地进行数据传输,成功地避免了外部因素对系统稳定性的影响,控制设备的稳定运行,从而生产出高质量的纺粘无纺布。以西门子PLC可编程控制器为例,采用高抗干扰的以太网通信来完成信号传输,不仅使传输数据和信号不容易干扰,而且减少了布线,编写程序大大简化,传输速率也从KBPS提高到MBPS。此外,系统由触摸屏控制,通过组态可以设置和反馈三个主导纱辊实时转矩参数、实时速度参数、操作主触摸屏还包含连锁保护和安全急停等保护功能,大大方便工艺人员调整工艺参数,与此同时,采用DCS分散控制,信号统一接入工业级路由,通过互联网实现远程监控、调整现场状态,大大降低后期维护成本。

当然,在优化纺粘无纺布生产线的电气控制时,还应考虑机械设计的精度和工艺参数的合理性,使各专业相互配合,创造一条不断改进的无纺布生产线,使纺粘非织造布得到更好的发展。




评论(0)
您登录后可以评论,
登 录